
| 双机架往复式热轧轧机自动化控制管理系统研究doc
来源:华体体育在线登录 发布时间:2025-11-29 18:32:56 |
|
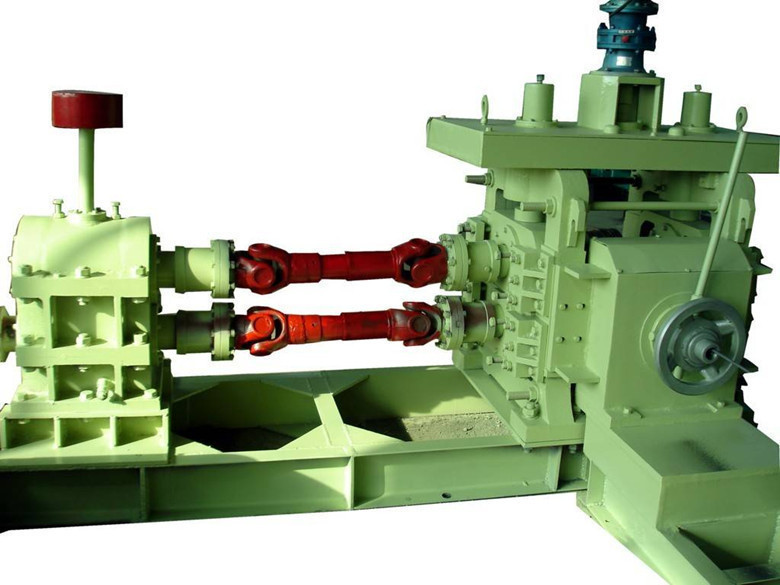
作者: 摘要:这篇文章着重介绍了1725mm双机架往复式热轧轧机生产线的基本情况、生产的基本工艺、自动化控制管理系统及功能。 去头、尾。切头剪与夹送辊为组合式,位于轧机和卷取炉间。轧件经过轧机轧制到成品厚度后,带钢将通过卷取炉的下面,经输出辊道送至地上卷取机进行卷取。层流冷却系统布置在输出辊道上,用于冷却带钢以控制卷取温度。带钢在地上卷取机完成卷取后,用钢卷小车从卷筒上将钢卷移走。钢卷移到第二个鞍形卷座上进行打捆、称重和标记后,再用钢卷小车移至第一个鞍座上,然后步进梁运输机的活动梁将钢卷取出放到步进梁运输机的固定鞍座上,起重运输机将步进梁运输机上的钢卷吊至钢卷库冷却和存放。冷却后的钢卷由电动平车和起重运输机送到热轧厂的横切机组和联合剪切机组,以及冷轧厂的酸洗机组进行下一步加工。热轧商品钢卷冷却后在仓库存放等侍发货。生产的全部过程控制为完全自动控制,以确定保证产品质量的要求。 Tippins过程控制管理系统(TPC)采用两条网:MILL LAN和Control LAN ,MILL LAN采用TCP/IP协议,而Control LAN采用UDP协议。根据工艺设备特点,1725mm双机架炉卷轧机生产线自动化系统控制范围为:上料辊道、步进梁式加热炉、高压水除鳞、双机架炉卷轧机区、层流冷却装置,地上卷取机、打捆机、称重、标记装置。该系统由基础自动化系统(L1)、过程自动化系统(L2)、传动系统等部分所组成。二级计算机系统通过以太网实现过程级与基础自动化级的通迅,设备传动级与基础自动化级通过区域网进行信息交换,再加上多台人机接Iq(MM1)构成完整的、可靠的、先进的自动化控制系统。 基础自动化级主要是采用两个区域过程控制器(APC)分别来完成轧机区(SM APC)和地上卷取区(uc APC)设备的逻辑顺序控制、联锁控制、传动设备的闭环控制、张力控制、活套控制、切头/切尾控制、速度同步控制、层流冷却控制、地上卷取控制等任务。APC采用VME总线,操作系统采用Tippins的PSOS,是实时多任务的32位机。可挂1~10个CPU,其中有一个Master管理器,它必须在APC中的第一槽,而VME中的10个CPU是独立工作的,没有主、从关系。在这里PLC仅仅作为l/O 的控制,其它控制程序都在APC内完成。 2)负责板坯从加热炉出钢机到带钢在最后轧制道次的甩尾为止整一个完整的过程的指导、监视、和控制。其功能包括轧机的初始化轧制设置,轧机设备顺序控制和轧制过程中的液压自动厚度控制。此外,还包括:立轧机的设置和速度控制,液压自动宽度控制、轧机调零,轧机延伸补偿,偏心修正,立轧机调零,立轧机偏心修正,活套控制,设备校正和产品跟踪。 1)负责带钢头从轧机区域APC的控制出来后,到带钢冷却,分卷,打包及运送到带卷鞍座过程的指导、监视、和控制。其功能包括层流冷却集管的初始化设置,带卷温度控制,带钢张力 |
|
上一页: 热轧机供给列表热轧机批发商出产厂商哪里有卖二手行情
下一页: 中首特钢ESP项目启新程 |



 苏公网安备 32021102000215号
苏公网安备 32021102000215号