
| HC轧机的结构及原理
来源:华体体育在线登录 发布时间:2026-01-21 16:43:06 |
|
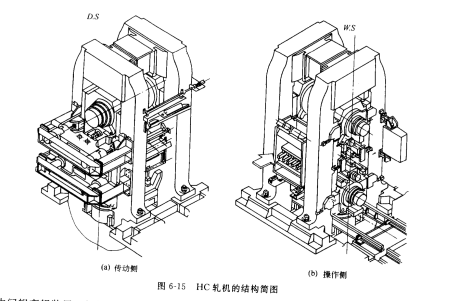
HC轧机的结构与四辗轧机无多大差异,其要害的不同处在于 HC 轧机有一套轴向移动设备,如图6-15 所示,中心辊的轴向移动可用液压缸的推、拉来完成。将中心辊轴承座与液压缸衔接设备安装在操作侧,便于操作和换辊,油压回路选用同步体系确保上,下、中心辊对称移动,中心辊移动油缸在机架左右立柱右侧上,易于加工保护。HC轧机的六个轧辗成一列安置,作业辗有液压正弯或正、负弯,它的弯辊力效果比一般四辗轧机的弯辗力效果增大约三倍以上,因而,弯辊力可选择较小而效果大。通过弯辊力改动进行在线板形微调补偿,完成板形的闭环操控。 在 HC轧机的基础上,还开展了一种****凸度轧机—UC轧机,其主要特征是添加了中心辊弯辊设备。依据 HCM六辊轧机的方式添加中心辊弯辊设备的 UC轧机称为 UCM 轧机厂图6-16(a),而具有中心辊和作业辊都能抽动又有中心辊曲折设备的 UC轧机称为UCMW轧机「图 6-16(b)。UC轧机比 HC轧机具有更大的压下量和更强的板形操控能力,能够轧制更薄、更宽、更硬的板带,并能较好地操控复合浪形和边部减薄量,适合于轧制薄而宽且具有一些特别的条件的板材。
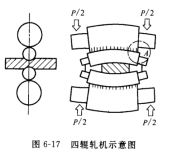
现在遍及的运用的四辊板带轧机通常是选用具有原始凸度的作业辊和作业辗液压弯辊技能来操控板形的。但因为原始磨削凸度不能适应轧制规程的改动,弯辊设备受辊颈强度和轴承寿数等约束,板形操控的效果不非常抱负,需研讨新的板形操控办法。 四辊轧机作业辗的挠度如图 6-17 所示。因为在作业辊与支承辊的触摸压扁上存在着有害的 A 区,即大于轧制带材宽度的作业辊与支承辊的触摸区,因而,在 A触摸区的触摸应力构成一个使轧辗挠度加大的有害弯矩。这样作业辊的挠度不只取决于轧制力,并且也取决于轧制带钢的宽度,即触摸区 A 的宽度。当轧制带材宽度在较大规模内改动时,作业辊上因为弹性压扁不均引起的挠度改动就很大,且反弯效果要被有害弯矩抵消一部分。
为了消除 A 区的有害效果,较简略的办法是将支承辊制成双阶梯形,使作业辗与支承辊在 A 区脱离触摸,如图 6-18 所示。但轧制不同宽度的板带时,需求频频换辊来改动辊间触摸宽度 LB,或许把支承辊做成可轴向移动的,但支承辊较大,移动设备也需求大型设备,在一般条件下不易完成。为此发明晰中心辊可 轴向移动的六辊轧机,即 HC轧机,其辊系示意图如图 6-19所示。因为选用了中心辊轴向移动组织,可依据质料尺度、标准不同而选不一样的中心辗移动量。 |
|
上一页: 轧机控制原理
下一页: 日常中常见的轧钢机作业原理及运转方法阐明 |



 苏公网安备 32021102000215号
苏公网安备 32021102000215号